绪远机械以精湛工艺打造机械加工企业
服务热线 18538075781



密封垫对齐后,逐步拧紧和修正法兰:法兰将密封垫安装在表面之间,用手拧紧螺母,直到螺母与支撑面接触,并在垫片对齐后稍微拧紧已安装的螺栓。安装其他螺栓并逐渐拧紧它们:用手拧紧螺母,直到螺母与支撑面接触为止;用扭矩扳手对称均匀地拧紧螺栓。紧固步骤可分为几个步骤,分别为%、%、%、%,以相同的顺序达到终扭矩的%。检查法兰平行度(扭矩为%):用卡尺或游标卡尺测量法兰平行度应符合要求紧固螺栓的扭矩%完成后,应至少将螺栓再次按顺时针方向紧固,直到每个螺栓达到后的紧固力矩值。

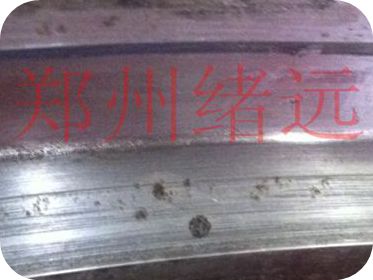
在法兰盖和其他位置上发现了许多非金属夹杂物.些非金属夹杂物由于脱落而在法兰盖表面形成小坑。大坑.mm,小.mm。在坑的边缘,肉眼可以看到很小的裂缝。通过对同厂家和同批其它奥氏体不锈钢法兰的现场宏观检测,发现许多法兰有不同程度的缺陷,部分法兰的外表面肉眼可见明显的裂纹,宏观检验结果进步表明法兰泄漏与法兰本身有关。剖面裂纹形态为了进步探讨法兰泄漏的真实原因,随机选择了同厂家、同批的平板焊接法兰,由于非金属夹杂物脱落,在密封表面形成了个小坑。
法兰受损面积的修复过程:用料:高分子修复材料;无水乙醇;酒精灯具体修复法兰受损面积的步骤如下:确定受损面积,测量位置,计算需要的修复材料的使用量。这步是关键的步,不可缺少,以免因计算错误而造成修复材料剩余或缺少情况,使得法兰受损面积无法完全修复。严格按照产品使用说明书进行调配材料,不可缺斤少两,也不可随意调配,以免因此调配出来的修复高分子材料成品质量和性能不好,影响到修复法兰受损面积的过程。
提出用于大型法兰现场加工的移动式机床的总体方案,该机床具备平面铣削、磨削、自动测量及自动对刀等功能,配备有基于运动控制卡的开放式数控系统,自动化程度较高机床结构设计采用模块化设计原则,以缩短制造周期。本文在对机床关键部件进行了计算选型后,根据加工空间设计了机床的移动龙门式结构;完成了可移动床身的设计,床身兼具移动和准确的调平功能;设计了机床自动测量系统,以满足加工中频繁测量的需求;建立了机床本体结构维装配体模型,用于干涉检查及模型分析。

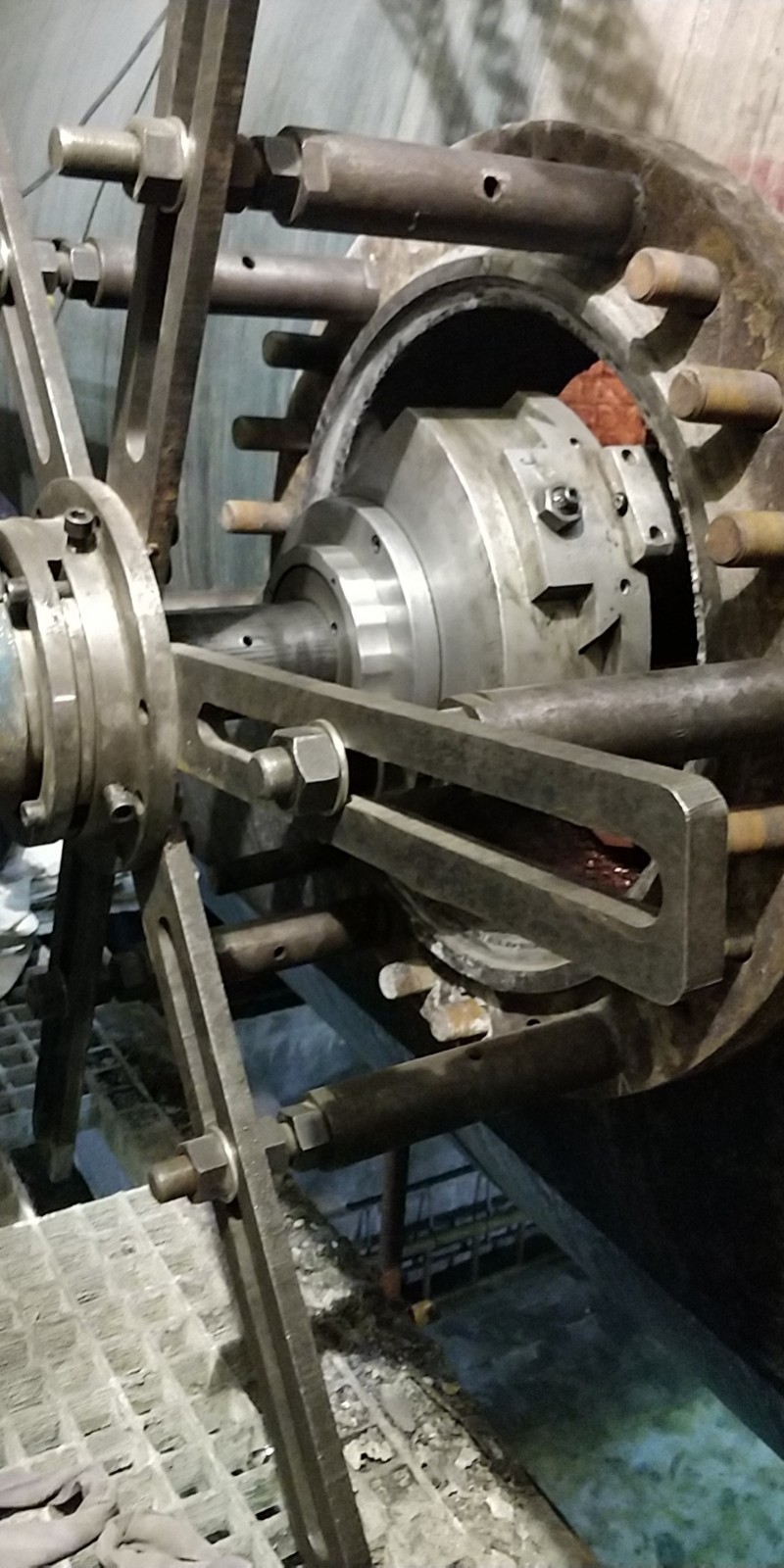
初步确定处理方案为:增压机拆除,返厂修复。后考虑到工期及成本问题,经业主、监理、总包以及专家多次论证,终确定采用如下方案:用型钢制作个设备支架,将增压机转子抽芯,把壳体从基础上拆除倒置放到设备支架上,用水平仪找平法兰面,将八角垫放到法兰密封面上效验并进行初次研磨。将现场损伤处用锉刀简单修磨平整、用干净棉纱擦拭干净。采用氩弧焊堆焊法兰损伤处、再进行局部修磨的修复方法。
为了满足苛刻的生产需要,减少因泄漏而造成的突发性停机,有效的监控及检测是必不可少的。通常技术人员更关心法兰面之间出现的泄漏问题,而忽略了对紧固件与管道外部的保护,在恶劣的外部环境中可能会造成极为严重的后果。外部保护不足会加速并扩大法兰与紧固件的受损,使整个密封系统加速恶化,可能会迅速破坏系统的结构完整性,造成密封失效。由于法兰连接密封面的目测检查只能在整个系统停机时才可以进行,检查程序应该尽量简单,因而应首先消除外部的腐蚀。
基于有限元分析软件对机床结构进行了静动态性能分析;根据分析结果对机床结构进行了优化,降低了机床几何误差;根据机床动态性能,提出了避免机床加工振动的机床制造及应用建议。后实施了工艺实验研究,验证了关键工艺步骤的可行性与可靠性及误差模型的正确性.使用平面度误差模型对法兰现场加工平面度误差作出预测,根据实验结果及误差预测情况优化了关键工艺,终根据推荐工艺参数,确定可以使用盛信法兰车床对法兰工件进行车销与加工,尤其在大型法兰,不锈钢法兰工件。

裂纹成因分析由于锻造坯中含有大量非金属夹杂物,使法兰在锻造过程中成为区域夹杂物,使夹杂物沿夹杂物头部锋利的地方产生裂纹,锻造后夹杂物越大,锻造后夹杂物越小,大部分是埋藏裂纹。已采取的措施:更换所有有问题的法兰。裂纹性质判定根据裂纹形态、断裂特征、裂纹显微组织和金相分析结果表明,法兰在生产过程中出现裂纹,属于沿夹杂物头部锋利的地方的锻造裂纹。为消除法兰表面明显的裂纹,法兰在出厂前进行了修复焊接。

目前市场上常用的解决方案包括:►维护油漆解决方案维护油漆是可以直接粘结在基材上的硬膜,般为环氧或聚氨酯类的涂料。法兰存在很多棱角与边缘,由于边缘变薄效应,常规油漆系统很难有效地覆盖边缘。加厚涂层虽然会解决边缘保护的问题,但同时会封死紧固件导致后续维修时无法拆卸。另外,操作螺栓时会破坏涂层,在维修之后必须重新涂装。►机械解决方案主要通过保护罩和夹具密封法兰以及法兰面的间隙,通常为不锈钢或塑料材质配有橡胶密封条。

镗刀是镗削刀具的种,按其切削刃数量可分为单刃镗刀、双刃镗刀和刃镗刀;按其加工工艺分为粗加工镗刀和精加工镗刀;按其加工表面可分为通孔镗刀、盲孔镗刀、阶梯孔镗刀和端面镗刀;按其结构可分为整体式、装配式和可调式镗刀。大型法兰经过分段制造后运输至设备安装现场组焊制成,受焊接热变形影响,其罐口法兰端面的平面度变差,直接影响容器密封性.因此必须对焊后法兰端面进行精加工。

