




法兰连接的完整性对于输送流体管道系统至关重要。无论是输送化学介质(如碳氢化合物)的管道系统,还是供水管线,法兰连接泄漏都会造成严重的环境及经济影响,甚至可能带来巨大的安全隐患。如果法兰没有采取保护措施,暴露在腐蚀性环境或受污染的工业大气中,腐蚀速率会很快。另外,由于法兰连接的几何形状复杂,极易出现两个法兰面之间的间隙腐蚀以及不同金属间的电偶腐蚀问题,都会严重损害管线系统的完整性。
裂纹成因分析由于锻造坯中含有大量非金属夹杂物,使法兰在锻造过程中成为区域夹杂物,使夹杂物沿夹杂物头部锋利的地方产生裂纹,锻造后夹杂物越大,锻造后夹杂物越小,大部分是埋藏裂纹。已采取的措施,更换所有有问题的法兰。继续寻找同批设备的同制造商和其他管件,并采取相应的检查手段,以确定其是否合格。除了新更换法兰的化学成分和力学性能外,还应进行宏观检查,以评估其几何尺寸和表面光洁度,并检查是否存在任何不正常的几何尺寸不连续性。


昭通法兰加工
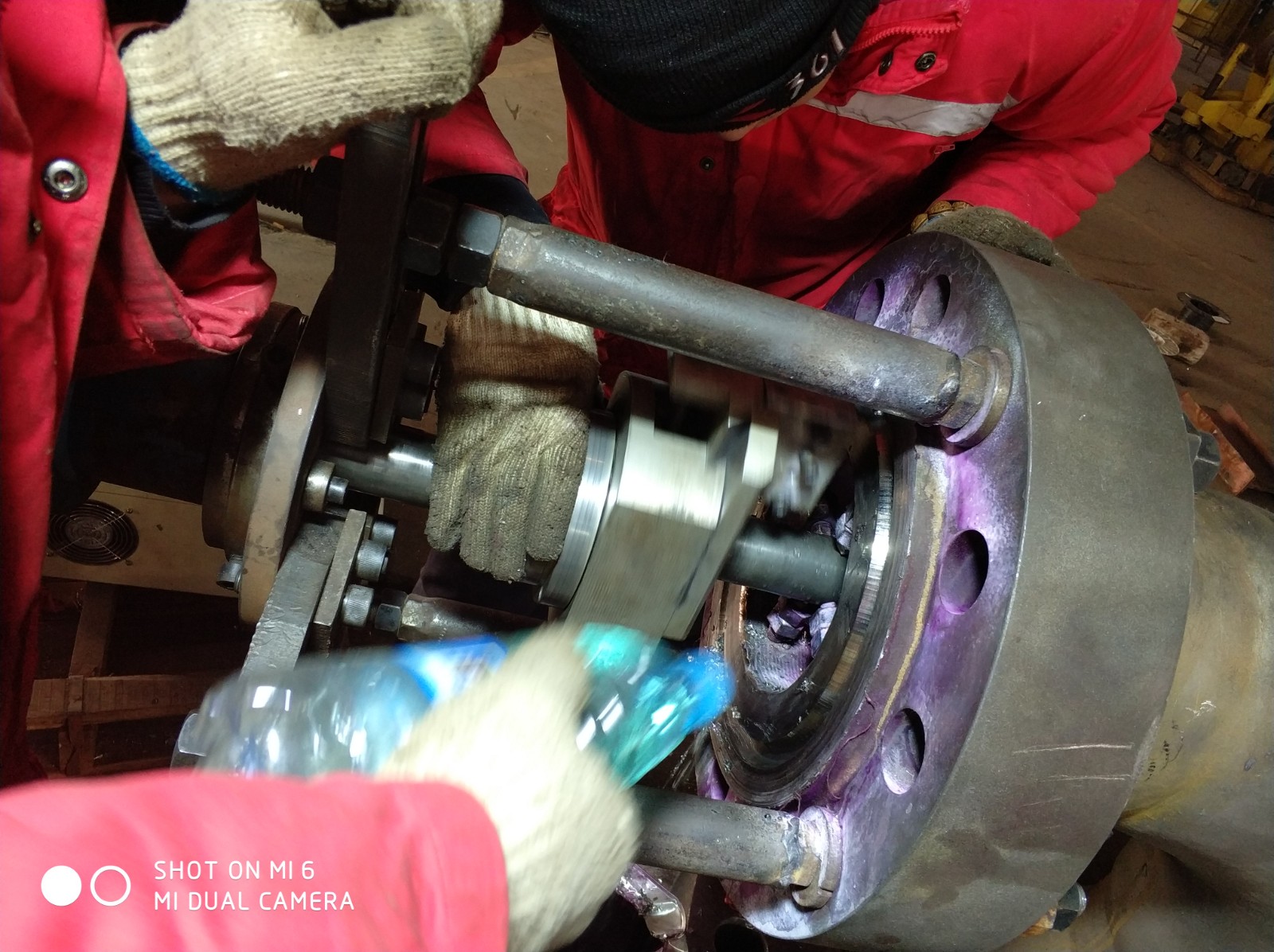
它也是很好的金属防锈蜡、防腐防锈剂,操作简单,不需要抛光打磨,直接喷涂,保质期长达到年DINITROL极端腐蚀条件下使用,坚固、柔性不开裂,具有损伤后自愈的特殊功能振动、热胀冷缩等恶劣环境下的机械设备和大型钢铁结构件的腐蚀预防平行度在°间距处测量了两个法兰端面之间的点间隙,并计算了大间隙和小间隙之间的差值。允许的大偏差:在保证法兰同心度的前提下,两个法兰密封面之间的大偏差应符合设备安装工艺规范。
这样做的目的是,确保修复完成的法兰密封性能不受影响,还能继续使用。反应器的法兰渗漏是众多工厂设备中的常见问题,尤其是法兰结合面位置的腐蚀渗漏。下面我们就结合案例针对“法兰结合面腐蚀渗漏”这问题给出具体的修复方案。应用背景:本案例修复设备是个高度米左右的塔节反应容器,由多节DN的管道组成,塔节法兰结合面出现腐蚀渗漏,渗漏位置的结合面局部坑洞深度有mm左右,宽度cm,长度cm。
对焊法兰一般用于低压未净化的压缩空气,低压循环水等中等条件下,其优点是价格相对便宜。对焊法兰适用于高压,温度波动大,高温,高压和低温的管道,它们也适用于运输昂贵,易燃易爆的介质。对焊法兰和管接头的焊接方法类似于管道焊接,焊接方法为对焊。一般的管道直径是一个小的氩弧焊底部,并且盖子是手工焊接的,管径大,仅使用双面焊接。


昭通法兰加工
法兰连接完整性对流体输送管道系统及其重要,旦连接处泄露必将造成非常严重的环境和经济,甚至巨大安全风险。法兰如果没有保护措施,当裸露于腐蚀性及被污染的环境时,将会加速腐蚀。管道法兰部位防腐蚀直是管道企业的技术难题,管道和设备在涂覆防腐涂料时在法兰连接部位,特别是法兰的间隙处,由于连接件间隙处施工空间小,油脂、污垢难以清除,成为设备防腐工作的难点。
将红丹液(或红丹粉,下同)均匀涂抹在法兰密封面内,包括经过初步修磨后的堆焊焊肉表面上。用密封钢垫环与法兰密封面止口处贴合后再挪开、进行检查,将堆焊焊肉表面被沾去红丹粉的高点进行小心修磨;每次修磨控制切削量不能过大。必要时,用细砂纸或油石配合使用研磨膏进行精细研磨。再次在法兰密封沟槽内涂抹红丹液,重复步骤直至整个法兰密封面内的红丹液与钢垫环接触均匀(在各个区域内钢垫环接触到的法兰密封面的红丹液是连贯、均线的),表明堆焊的金属面已修磨平整,修磨过程即可结束。
昭通法兰加工

目前市场上的法兰生产工艺主要有这四类:铸造法兰、锻造法兰、割制法兰和卷制法兰,其中铸造法兰,毛坯形状尺寸准确,加工量小,成本低,但有铸造缺陷;锻造法兰一般比铸造法兰含碳低不易生锈,锻件流线型好,组织比较致密,机械性能优于铸造法兰,但是锻造工艺不当也会出现晶粒大或不均,硬化裂纹现象,而且锻造成本高于铸造法兰,建议选择合适的生产工艺来生产法兰。
对焊法兰因其应用范围取决于不同的特性,已被广泛应用,大多用于低压未净化压缩空气、低压循环水等温和介质,具有价格相对低廉的优势。 由于带颈对焊法兰的容器圆筒的公称直径与管道公称直径所表示的具体尺寸不同,所以公称直径相同的不锈钢法兰和不锈钢对焊法兰的尺寸也是不同的,不能相互替代。一般来说,对焊法兰通常按以下方式处理: 1.首先毛胚锻造成方形毛坯,接下来就是冷成型为弧形截面,退火和无应力热处理,然后将整圆加工成与车身垂直的设计形状和尺寸。 2.然后运到施工现场,再将多个弧组焊接成一个完整的异型对接焊边,再与压力容器焊接。 3.对焊法兰使用和生产中也有不同的生产标准,根据相应的标准,可以保证异形不锈钢焊接法兰的应用价值和功能。
昭通法兰加工
目前所用的设备为回转析架,末端固定台轴机床,通过调整榆架回转中心与法兰中心重合,保持机床沿法兰圆周方向进给,对法兰进行铣削、磨削及抛光加工.该设备安装调整难度较大,自动化程度低,整体可靠性差,且加工范围较小.随着现在各种大型设备应用,需加工的法兰直径不断增大,原来的设备及工艺已经不能满足当下的加工需求.基于“小机床加工大型构件”的思想,借鉴目前大型工件加工先进技术及研究成果,结合实际工程需要,设计了套具有工程应用可行性的大型法兰现场加工工艺方案,并建立了法兰端面拼接加工的整体平面度误差模型。
